
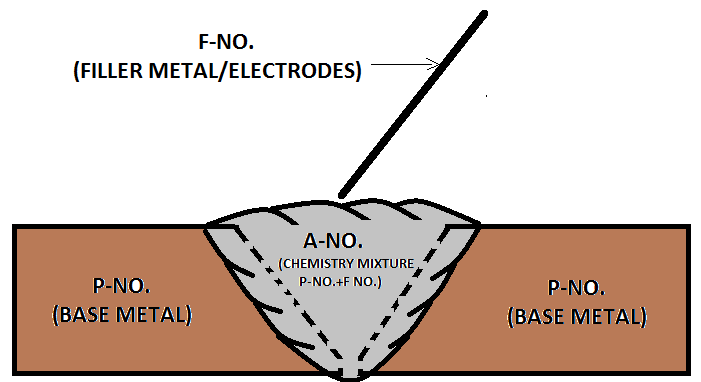
ASME Boiler and pressure vessel code (BPVC) Section IX has assigned certain numbers to base metals to minimize the number of procedure and qualifications these are P-Number, Group No, F-Number and A-Number in welding.
Base metals are categorized as P number is further divided in group numbers based essentially on comparable base metal characteristics, such as:
- Composition,
- Weldability
- Brazeablity
- Mechanical properties.
Filler metals (electrodes) are categorized as per F No. as per usability characteristics of filler metal.
Weld metal composition is designated on PQR in the form of A Number.
Categorization of P Number, Group Number, F Number and A Number can be found in ASME section IX in different tables as mentioned below:
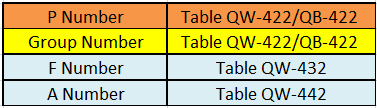
In table QW-422/QB-422, In addition to P No. you can find minimum specified tensile strength,group number,UNS number, ISO 15608 Group number, Nominal composition and Product form.
Since now we have discussed briefly about these number now we will discuss in detail.
Base Metal Grouping (P Number and Group Number)
P Number (P no):
To reduce the number of procedure qualification required ASME has assigned P Number to different materials. This numbers are assigned as per comparable characteristics of base material such as composition, weldability, and mechanical properties, wherever can be done.
Same P number allows us to use the one qualified PQR on different grades of material which possess same P number on which PQR is qualified.Any change P-Number shall be required to requalification WPS.
Example: PQR qualified for P-No.1 (SA 106-B to SA 106-B), the welding procedure shall qualify for P-No.1 (SA333 Gr.6/SA234-WPB, SA516 Gr. 60/65/70) to any of the same P-number. This PQR shall not qualify for P-No. (SA106-B) to P-No.8 (SA312 TP304).
P Number shall be determined as per Table QW-422/QB-422 but before using qualified PQR on other grade material one shall consider the metallurgical, mechanical properties, service requirements, PWHT requirements and design considerations shall be evaluated.
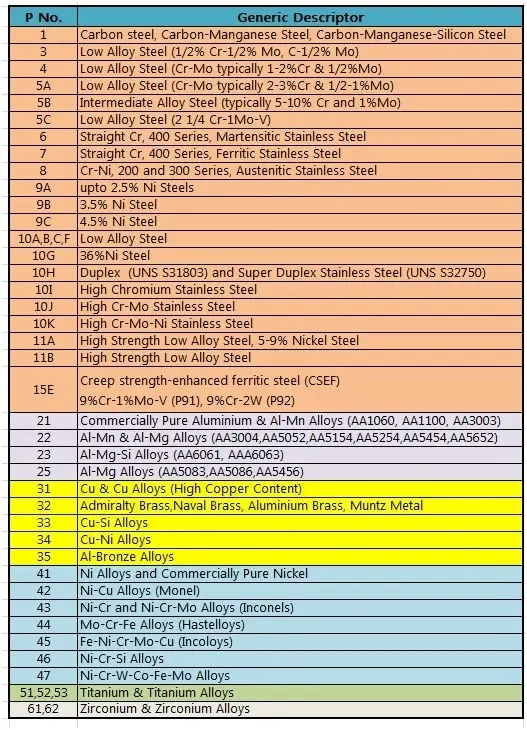
The simple categorization of P number is shown in below table:
Group Number:
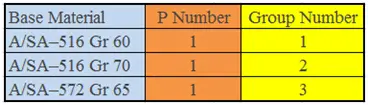
These P numbers are further categorized as group numbers; Group Numbers are subgrouping of P Number that are used when WPSs are required to be qualified by toughness testing (Supplementary Essential variable) by other Sections or Codes.
We will take an example of different grade material to understand group subgrouping under P Number from table QW/QB-422, we can find out the following values;
Grouping of base metals ‘S’ numbers was in section IX earlier, but the ‘S’ number is not in section IX latest editions. It was deleted from ASME in 2009.
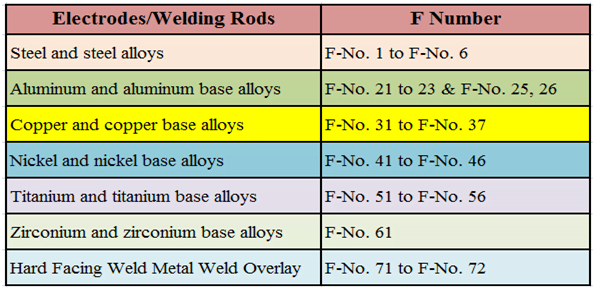
F Number Grouping of Electrodes and Welding Rods
F Number grouping of electrodes and welding rods in Table QW-432 is based essentially on their usability characteristics, which fundamentally determine the ability of welders to make satisfactory welds with a given filler metal. This grouping is made to reduce the number of welding procedure and performance qualifications, where this can logically be done. The grouping does not imply that filler metals within a group may be indiscriminately substituted for a metal that was used in the qualification test without consideration of the compatibility of the base and filler metals from the standpoint of metallurgical properties, post weld heat treatment design and service requirements, and mechanical properties”.
Hence it is anticipated if a welder can make satisfactory weld with a particular filler metal, he will be able to weld with all the filler metals belonging to that particular ‘F’ number.
A-Number Weld Metal Chemical Composition
Another type of grouping in welding for identification of chemical composition of weld metal on PQR and WPS is done as A-number. A-number with chemical composition can be found in Table QW-442. If chemical composition does not match with any A number listed than the chemical composition of weld metal shall be mentioned on PQR and WPS for record.
Very useful information
thanks your sharing
V informative and useful
Its easy to understand and very informative
Indeed a fruitful article
Excellent information 👍 thank u for sharing
Very informative and easy understanding.