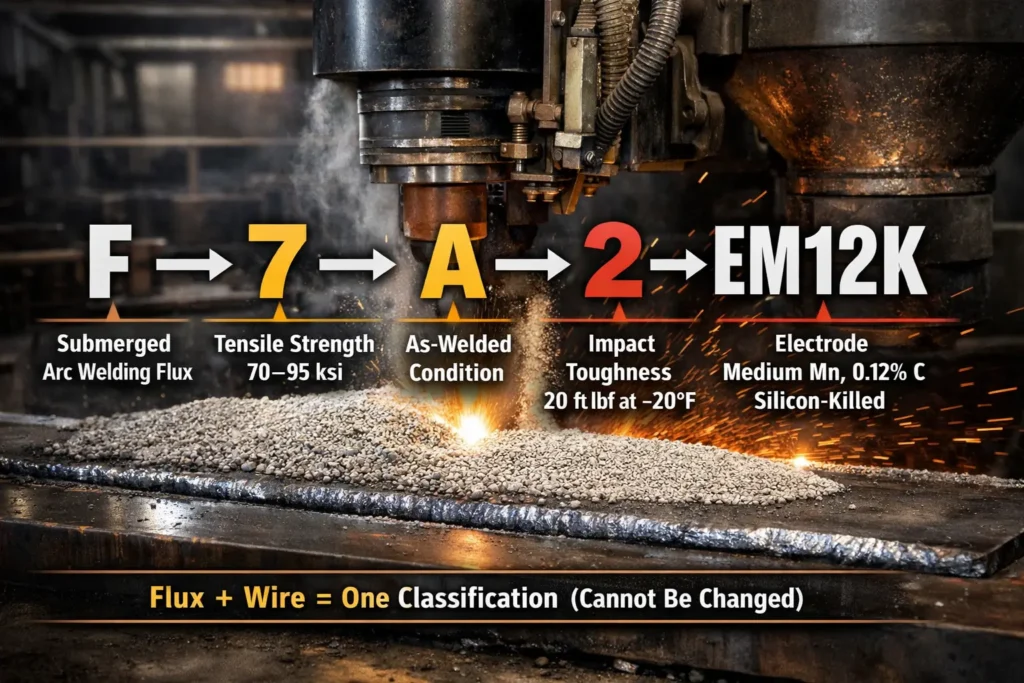
A submerged arc welding (SAW) classification like F7A2-EM12K looks intimidating until you understand that every character is a code for a specific, measurable performance requirement. Unlike SMAW electrodes where the AWS classification tells you the process and strength, the SAW classification encodes the performance of a flux-electrode combination — not just the wire. Change the flux, and F7A2 becomes meaningless. Change the wire, and the classification is void.
ASME SFA-5.17 (carbon steel SAW) and SFA-5.23 (low-alloy steel SAW) together govern the most productive welding process in heavy fabrication — pressure vessels, offshore structures, shipbuilding, and pipeline. This article decodes every position in the classification system, explains neutral vs active vs alloy flux selection from Annex A6, and maps the SFA-5.23 extension for Cr-Mo and other alloy steels.
- F7A2-EM12K: F=flux, 7=70–95ksi tensile, A=as-welded condition, 2=20ft·lbf CVN at −20°F, EM12K=medium-Mn-silicon-killed electrode wire
- The flux and wire TOGETHER constitute the classification — substituting either component voids the mechanical property guarantee
- A vs P designator: A=as-welded properties tested, P=post-weld heat treated at 620°C for 1 hour (SFA-5.17 clause 9.4)
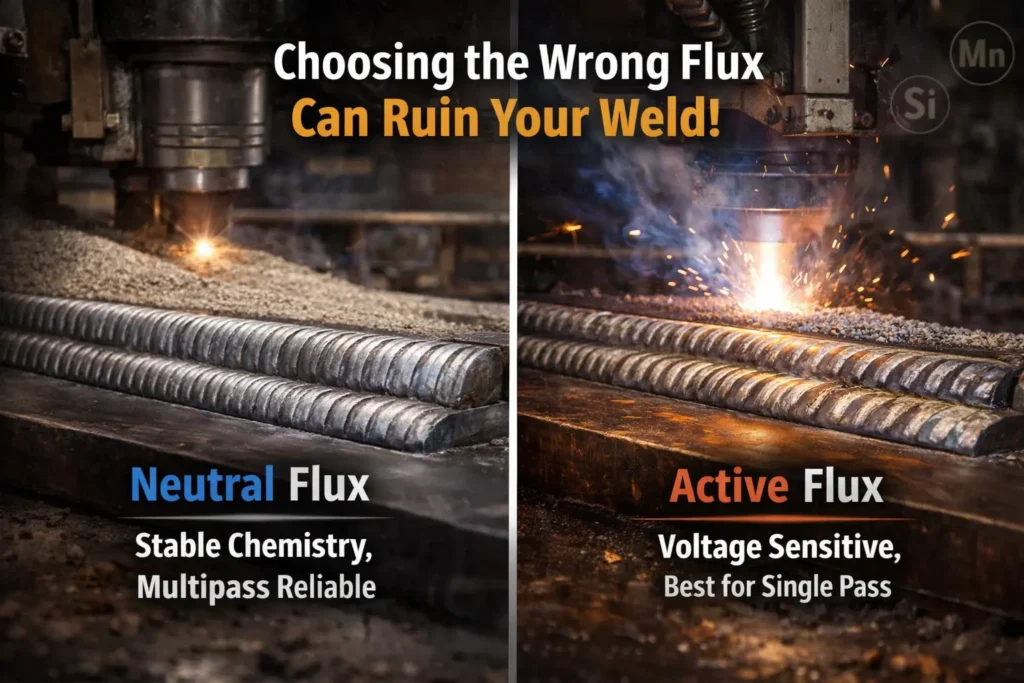
- Neutral flux (N ≤ 35) preferred for multipass SAW — consistent chemistry regardless of arc voltage changes (SFA-5.17 A6.2)
- Active flux adds Mn and/or Si — voltage-sensitive in multipass, but better porosity resistance on mill scale for single-pass
- SFA-5.23 extends SFA-5.17 for low-alloy steels: B2, B3, B91 electrode classifications for Cr-Mo SAW (P-No.4, P-No.5 steels)
- SAW consumables are F-Number 6 in ASME Section IX — separate WPS qualification from SMAW (F-4) even on the same base metal
The Complete F7A2-EM12K Classification System Decoded
SFA-5.17 Figure 1 defines every position in the flux-electrode classification. The system encodes four distinct properties: flux type, tensile strength class, test condition, and impact toughness temperature — followed by the wire classification. All five must be read together.
Tensile Strength and CVN Temperature Classes
| Strength Designator | Tensile Range | Min Yield | CVN Designator | Test Temperature | Min Energy |
|---|---|---|---|---|---|
| F6XX | 60,000–80,000 psi (415–550 MPa) | 48,000 psi (330 MPa) | Z | No impact requirement | — |
| F7XX | 70,000–95,000 psi (485–655 MPa) | 58,000 psi (400 MPa) | 0 | 0°F (−18°C) | 20 ft·lbf (27 J) |
| F7XX | 70,000–95,000 psi | 58,000 psi | 2 | −20°F (−29°C) | 20 ft·lbf (27 J) |
| F7XX | 70,000–95,000 psi | 58,000 psi | 4 | −40°F (−40°C) | 20 ft·lbf (27 J) |
| F7XX | 70,000–95,000 psi | 58,000 psi | 6 | −60°F (−51°C) | 20 ft·lbf (27 J) |
| F8XX | 80,000–100,000 psi (550–690 MPa) | 68,000 psi (470 MPa) | 0 to 6 | As above | 20 ft·lbf (27 J) |
SAW Electrode Classifications: L, M, H, and K Explained
| Electrode | Mn% | C% | Si% | Mn Class | K (Silicon) | Typical Application |
|---|---|---|---|---|---|---|
| EL8 | 0.25–0.60 | 0.08 max | 0.10 max | L = Low Mn | No | Alloy flux applications where Mn from flux; not for neutral flux |
| EL12 | 0.25–0.60 | 0.12 | 0.10 max | L = Low Mn | No | Alloy flux SAW; low-Mn for controlled deposits |
| EM12K | 0.80–1.25 | 0.12 | 0.25–0.65 | M = Medium Mn | K = Yes (higher Si) | Standard carbon steel SAW; most widely used wire |
| EM13K | 0.80–1.25 | 0.13 | 0.45–0.70 | M = Medium Mn | K = Yes | Increased Si; improved bead appearance and wetting |
| EH12K | 1.50–2.25 | 0.12 | 0.25–0.65 | H = High Mn | K = Yes | High deposition multipass; toughness and strength |
| EH14 | 1.75–2.25 | 0.14 | 0.10 max | H = High Mn | No | High Mn, low Si; pair with Si-providing active flux |
Flux Type Selection: Neutral, Active, and Alloy
The practical decision between neutral and active flux governs multipass weld quality more than any other SAW parameter. Per SFA-5.17 Annex A6.2, the Wall Neutrality Number provides a quantitative measure of flux voltage sensitivity:
N = 100(|ΔSi| + |ΔMn|)
Where ΔSi and ΔMn are the changes in silicon and manganese content between weld pads made at standard voltage and at standard voltage +8V. N ≤ 35 = neutral. The lower the N value, the less voltage-sensitive the flux.
— ASME SFA-5.17 Annex A6.2
SFA-5.23: Low-Alloy Steel SAW for Cr-Mo and PWHT Applications
ASME SFA-5.23 extends the SFA-5.17 classification system to low-alloy steel SAW consumables. The flux classification prefix follows the same F-number system, but the electrode designation adds alloy suffixes parallel to SFA-5.5 (SMAW) alloy designations:
| SFA-5.23 Electrode | Alloy System | Matches SMAW (SFA-5.5) | P-Number | Primary Application |
|---|---|---|---|---|
| EB2 | 1.25Cr-0.5Mo | E8018-B2 | P-No.4 | SA-387 Gr.11 (P11) pressure vessels |
| EB3 | 2.25Cr-1Mo | E9018-B3 | P-No.5A | SA-387 Gr.22 (P22) hydroprocessing vessels |
| EB6 | 5Cr-0.5Mo | E8018-B6 | P-No.5B | SA-387 Gr.5 (P5) refinery heater tubes |
| EB91 | 9Cr-1Mo-V (Modified) | E9015-B91 | P-No.5B Gr.1 | SA-387 Gr.91 (P91) power plant steam |
| EB92 | 9Cr-2W-0.5Mo | E90XX-B92 | P-No.5B Gr.1 | Grade 92 ultra-supercritical boilers |
| ENi1 | 1% Ni low-temp | E8018-C3 | P-No.3 | Low-temperature structural SAW |
A typical SFA-5.23 P22 SAW classification would read: F8A2-EB3 — a flux producing 80–100 ksi tensile, 20 ft·lbf CVN at −20°F in as-welded condition, using an EB3 (2.25Cr-1Mo) electrode. For P91 SAW pipe: F9P2-EB91 — 90–100 ksi tensile after PWHT at 620°C, CVN at −20°F, using EB91 (9Cr-1Mo-V) electrode. For the full P91 SMAW guide, see our article on Welding Grade 91 (P91) Steel.
WPS Documentation Checklist for SAW
- Flux SFA Specification: SFA-5.17 (CS) or SFA-5.23 (low-alloy) — with edition year
- Flux-electrode classification: Full designation e.g., F7A2-EM12K — BOTH flux and wire designators required
- F-Number: F-6 (all SFA-5.17 and SFA-5.23 SAW consumables per ASME IX QW-432)
- A-Number: A-1 (C-Mn steel) for SFA-5.17; A-4 (Cr-Mo) for SFA-5.23 B3/B91 types
- Condition designator: Confirm whether A (as-welded) or P (PWHT) classification matches the fabrication sequence
- Crushed slag: If crushed slag is used, ensure S designator appears in the classification (FS7A2-EM12K) and independent classification test reports are available
- Flux storage: Follow manufacturer recommendations — most SAW fluxes must be stored dry and rebaked after moisture exposure per SFA-5.01 guidance
Frequently Asked Questions
What does each digit in F7A2-EM12K mean?
F7A2-EM12K is decoded position by position per SFA-5.17 Figure 1: F = submerged arc welding flux; 7 = minimum tensile strength 70,000–95,000 psi (SFA-5.17 Table 6); A = as-welded condition (vs P = post-weld heat treated); 2 = Charpy V-notch impact toughness meets 20 ft·lbf at −20°F minimum; E = electrode; M = medium manganese content; 12 = nominal 0.12% carbon; K = silicon-killed (higher Si). The complete classification tells you the flux-electrode combination mechanical performance guarantee.
What is the difference between F7A2 and F7P2 in SAW classification?
The A vs P designator indicates the heat treatment condition in which the weld metal mechanical properties were tested. F7A2 = properties tested in the as-welded condition. F7P2 = properties tested after post-weld heat treatment (PWHT) at 620°C for 1 hour per SFA-5.17 clause 9.4. For P-No.1 carbon steel fabrication without PWHT, F7A2 is the relevant classification. For vessels and piping requiring PWHT (P-No.4/5 Cr-Mo steels, thick sections), F7P2 or equivalent PWHT-tested classification must be verified.
What is the difference between active flux and neutral flux in SAW?
Per SFA-5.17 Annex A6.1: Neutral flux contains no significant Mn or Si additions — it does not contribute or remove alloying elements from the weld metal regardless of arc voltage changes. Active flux contains small amounts of Mn and/or Si as deoxidisers — these additions vary with arc voltage, affecting weld metal chemistry in multipass welds. Neutral flux is preferred for multipass SAW because composition consistency is maintained between passes. Active flux is preferred for single-pass SAW on oxidised base metal where porosity resistance is the priority.
What is the Wall Neutrality Number (N) in SFA-5.17?
Per SFA-5.17 Annex A6.2, the Wall Neutrality Number N = 100(|ΔSi| + |ΔMn|), where ΔSi and ΔMn are the changes in silicon and manganese content between weld pads made at standard voltage and at standard voltage +8V. A flux-electrode combination with N ≤35 is considered neutral. The lower the N value, the less sensitive the flux is to voltage changes — critical for multipass SAW where consistent chemistry across all passes is essential for meeting CVN impact requirements.
What SAW electrode classification is used for Cr-Mo P22 and P91 base metals?
SFA-5.23 (Specification for Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding) classifies Cr-Mo SAW consumables. For P22 (2.25Cr-1Mo), the flux-electrode combination would include a B3 electrode wire classification (e.g., EB3 or similar). For P91 (9Cr-1Mo-V Modified), SFA-5.23 classifies the B91 designation wire. The classification system in SFA-5.23 parallels SFA-5.17 for the flux designator portion but adds alloy suffixes to the electrode designation.
Does qualifying a SMAW WPS with E7018 also qualify SAW with F7A2-EM12K?
No. E7018 (SFA-5.1) is F-Number 4 in ASME Section IX QW-432. SAW flux-electrode combinations classified under SFA-5.17 are F-Number 6. These are different F-number groups requiring separate WPS/PQR qualification. The base metal P-number (P-No.1 for carbon steel) remains the same, but the F-number change requires independent qualification of the SAW procedure.
Can crushed SAW slag be reused and classified under SFA-5.17?
Yes, but with important restrictions per SFA-5.17 Annex A6.1.4. Crushed slag is classified with an ‘S’ letter after the ‘F’ (e.g., FS7A2-EM12K). Per the specification, crushed slag cannot be assumed to conform to the classification of either the parent flux or the virgin flux it is blended with — even if both components meet the same classification. The crusher/blender must verify the blend meets classification requirements. Crushed slags of alloy fluxes should not be used.
📦 Recommended Products
As an Amazon Associate, WeldFabWorld earns from qualifying purchases at no extra cost to you.
ER70S-6 per SFA-5.18 for GMAW reference — shown here to illustrate the difference between GMAW (F-6, bare wire) and SAW (also F-6 but requires flux). Both use bare wire but SAW flux-electrode classification is a combined system. SAW solid wires (EM12K, EH14) are available from specialist welding distributors.
ER70S-6 per SFA-5.18. F-Number 6 — same F-number as SAW consumables (SFA-5.17). However, SAW and GMAW are different processes with separate WPS qualification requirements under ASME Section IX. Switching from GMAW to SAW requires a new PQR despite sharing F-6.
E71T-1C per SFA-5.20 — F-Number 6. Flux-cored wire also shares F-6 with SAW. Shown here for comparison: FCAW uses internal flux; SAW uses external granular flux covering the arc. For heavy plate fabrication where SAW is used, this Lincoln FCAW wire is the alternative process for out-of-position passes.
🔗 Related Articles
P91 SMAW electrodes (E9015-B91) — the SFA-5.23 EB91 SAW wire is the SAW equivalent for the same base metal.
All Cr-Mo SMAW classifications — each has a SFA-5.23 SAW equivalent (EB2, EB3, EB6, EB91, EB92).
FCAW classification system — parallel to SAW classification, also F-6, also combined flux-wire system.
Full SFA framework, P-numbers, F-numbers, and 2025 edition change summary.
SAW-specific WPS errors including missing flux classification and incomplete flux-electrode designators.