Shielding Gases in Arc Welding:
Complete Selection Guide
The wrong shielding gas won’t just produce a poor weld — it can cause porosity, embrittlement, loss of alloying elements, or catastrophic service failures. This guide covers every major shielding gas, its properties, process suitability, material compatibility, common mixtures, and how to choose correctly every time.
Shielding gas selection is governed by ASME Section II Part C SFA-5.32 (Specification for Welding Shielding Gases), which classifies gases by composition and purity. The choice of gas directly affects arc stability, metal transfer mode, penetration profile, weld bead geometry, mechanical properties, and cost — making it an essential variable in many welding procedure specifications (ASME Section IX).
Why Shielding Gas Is Essential in Arc Welding
At welding temperatures, molten metal is highly reactive. Without protection, three damaging reactions occur simultaneously:
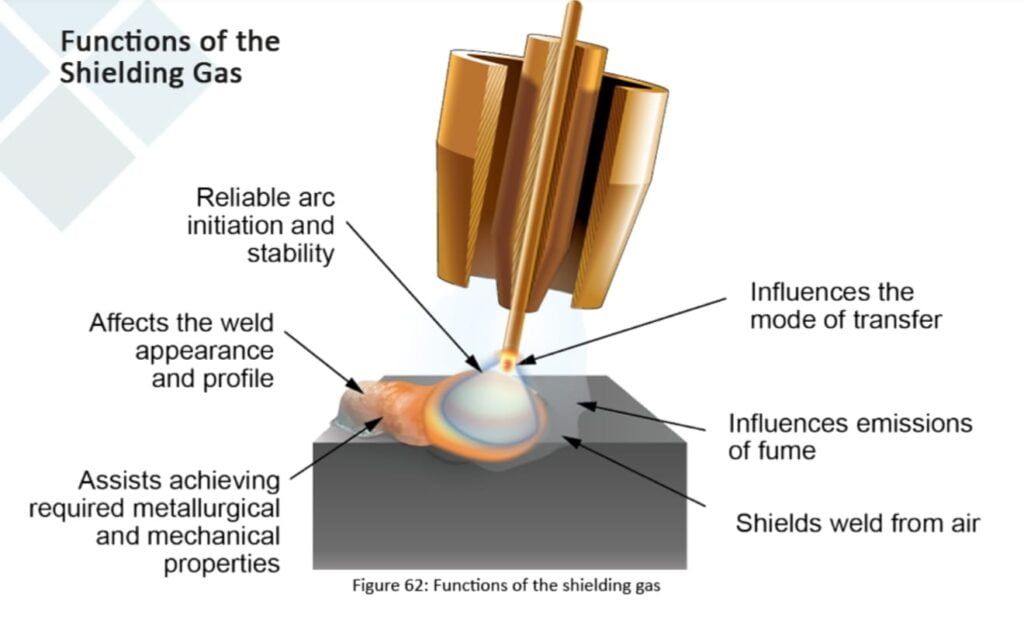
Beyond protection, shielding gases also directly influence arc characteristics, metal transfer mode, bead shape, penetration depth, travel speed, spatter level, and final weld mechanical properties. Shielding gas is therefore not just a protective measure — it is an active metallurgical and process tool.
Inert vs. Active (Semi-Inert) Shielding Gases
🔵 Inert Gases
Do not react with the weld pool or base metal under welding conditions. Provide pure, chemically neutral protection.
- Argon (Ar) — most common
- Helium (He) — higher heat input
- Allow natural arc characteristics without interference
- Preferred for reactive metals (Ti, Al, Mg) and stainless steel
- Classified as Group I in AWS/SFA-5.32
🔴 Active (Semi-Inert) Gases
React with the weld pool to varying degrees. Used in controlled amounts to improve arc stability, penetration, or metallurgical properties.
- Carbon Dioxide (CO₂) — most widely used active gas
- Oxygen (O₂) — small additions for arc stability
- Nitrogen (N₂) — selective use in DSS welding
- Hydrogen (H₂) — higher heat, stainless/copper only
- Classified as Group C, M, or N in SFA-5.32
Complete Guide to Each Shielding Gas
Argon (Ar)
Argon is a colourless, odourless, non-flammable, non-toxic inert gas that makes up 0.93% of the atmosphere by volume. It is the most commonly used shielding gas across GTAW (TIG), GMAW (MIG), PAW, and SAW processes for both ferrous and non-ferrous metals. Its low ionisation potential (15.76 eV) makes it easy to ionise, producing a stable, smooth arc with excellent current-carrying capacity.
Argon produces a narrow, deep, finger-shaped penetration profile on steel, but a shallower wider bead on aluminium and non-ferrous metals. It is used both as a pure shielding gas and as the base component of most commercial gas mixtures. Argon is heavier than air, so it pools effectively around the weld zone at lower flow rates than helium.
Key Properties & Performance
Applications
- GTAW/TIG: Pure Ar used for stainless steel, aluminium, titanium, nickel alloys, copper — virtually all TIG welding
- GMAW/MIG: Pure Ar preferred for aluminium and non-ferrous metals; Ar-based mixtures used for steel
- PAW: Pure Ar or Ar-H₂ mixtures for plasma arc welding
- Backing gas: Pure Ar widely used for root side protection on stainless steel pipe
- Spray transfer GMAW: Minimum 80% Ar required for spray transfer mode on steel
Spray transfer tip: Spray transfer in GMAW requires a minimum of approximately 80% Ar in the shielding mixture. Below this threshold, spray transfer becomes unstable and reverts to globular transfer. For pure CO₂, only short-circuit and globular transfer modes are achievable — not spray. See our TIG settings calculator and MIG settings calculator for flow rate guidance.
Carbon Dioxide (CO₂)
CO₂ is the most widely used active shielding gas and also the most economical, due to its natural abundance and low production cost. At arc temperatures, CO₂ dissociates into carbon monoxide (CO) and free oxygen (O), making it chemically reactive with the weld pool. The free oxygen promotes deeper penetration but also increases spatter, oxidises alloying elements, and requires deoxidising filler metals (e.g., ER70S-3, ER70S-6 with elevated Si and Mn).
Pure CO₂ is limited to short-circuit and globular transfer modes in GMAW — it cannot achieve spray transfer due to its high oxidising nature disturbing the arc. Despite this, it remains popular for structural fabrication because of its deep penetration, wide bead, and very low cost per weld.
Key Properties & Performance
Applications & Limitations
- Carbon steel GMAW: Pure CO₂ or Ar/CO₂ mixtures — most common application
- FCAW: CO₂ or Ar/CO₂ mixtures widely used for flux-cored wire welding of structural steel
- Not suitable for: Spray transfer GMAW; aluminium, magnesium, titanium, or other reactive non-ferrous metals
- Stainless steel: Must be used with caution — CO₂ additions above ~5% can reduce corrosion resistance through carbon pickup (sensitisation risk)
Sensitisation warning: When welding austenitic stainless steel with CO₂-containing mixtures, carbon from the gas can be absorbed into the weld metal, potentially causing sensitisation and loss of corrosion resistance. Use Ar + 2% CO₂ maximum, or pure Ar for critical stainless steel applications.
Helium (He)
Helium is the second lightest element and the second most commonly used inert shielding gas. Its higher ionisation potential (24.59 eV) compared to argon means it produces a hotter arc at higher voltage, delivering significantly more heat into the weld. This results in wider, flatter, deeper weld beads and faster travel speeds — advantages when welding thick sections or highly conductive metals like aluminium, copper, and magnesium.
Because helium is much lighter than air (0.14× density), it rises rapidly and provides less coverage per unit of gas flow than argon. Higher flow rates are therefore required — typically 1.5–2× the argon flow rate for equivalent shielding effectiveness. This, combined with helium’s significantly higher cost (it is a non-renewable resource extracted from natural gas wells), makes pure helium expensive to use. Most commercial applications use Ar/He mixtures to balance heat input and cost.
Key Properties & Performance
Applications
- Aluminium GTAW: He or Ar/He mixtures improve fusion on thick aluminium sections and increase travel speed
- Copper and copper alloys: High thermal conductivity demands He’s higher heat input for adequate fusion
- Magnesium alloys: He improves penetration and bead appearance
- Automated/high-speed TIG: He additions increase productivity on mechanised lines
- NOT used for steel alone: Pure He creates an erratic, unstable arc on steel — Ar/He mixtures are used instead if higher heat is needed
Nitrogen (N₂)
Nitrogen is not generally recommended as a primary shielding gas because at high arc temperatures it dissociates and reacts aggressively with molten metal, causing nitride formation, porosity, and embrittlement in most steels and non-ferrous alloys. However, it has specific controlled applications where its reactivity is deliberately exploited:
Key Applications of Nitrogen in Welding
- Duplex Stainless Steel (DSS) welding: Small additions of N₂ (≤ 3%) to argon for GTAW and GMAW of duplex stainless steels help compensate for nitrogen loss from the weld pool during welding. DSS relies on nitrogen to stabilise the austenite phase; without it, excessive ferrite forms, degrading corrosion resistance and toughness. For more on DSS welding requirements, see our complete DSS welding guide.
- Backing gas for austenitic SS pipe: Pure N₂ or Ar/N₂ (e.g., 95/5) is used as a backing gas for stainless steel pipe root passes, particularly in larger bore applications where argon cost is prohibitive. It must be confirmed compatible with the material specification.
- Copper welding: N₂ is sometimes used as a shielding gas for GMAW of copper, as it provides adequate protection and reduces cost.
Critical DSS note: Increased nitrogen content in DSS weld metal reduces ferrite level. The target ferrite number (FN 35–65 typically) must be maintained — check ferrite balance after procedure qualification when using N₂-containing shielding gases. Reference: ER2209 Ferrite Number Requirements.
Oxygen (O₂)
Oxygen is highly reactive and can never be used as the primary or sole shielding gas — it would cause severe oxidation of the weld pool. However, small additions of 1–5% O₂ to argon improve arc stability, reduce surface tension of the weld pool (improving bead wetting), and can enable spray transfer at lower current levels in GMAW.
Effects of O₂ Addition
- Suitable for: Carbon steel and stainless steel GMAW and FCAW only
- NOT suitable for: Aluminium, magnesium, titanium, copper, and other reactive/non-ferrous metals — severe oxidation will occur
- Typical usage: Ar + 2% O₂ or Ar + 5% O₂ mixtures for structural steel GMAW
- Higher O₂ additions increase the risk of weld metal oxidation and reduce impact toughness
Never use oxygen near combustibles or with GTAW: Oxygen additions are restricted to consumable-electrode processes (GMAW, FCAW). Using O₂-containing gas in GTAW will rapidly oxidise the tungsten electrode, causing arc instability and electrode contamination.
Hydrogen (H₂)
Hydrogen additions (1–35%) to argon narrow the arc column and significantly increase arc temperature, enhancing penetration, travel speed, and productivity. In plasma arc welding (PAW), Ar/H₂ mixtures are widely used. However, hydrogen’s application is severely restricted because hydrogen dissolved in weld metal causes hydrogen-induced cold cracking (HICC) in steels and severe porosity in aluminium, magnesium, and zinc-bearing alloys.
Where H₂ Can and Cannot Be Used
| Material | H₂ Addition | Reason |
|---|---|---|
| Austenitic Stainless Steel | ✔ Yes (1–5%) | FCC structure tolerates H — improves penetration & speed |
| Copper & Copper Alloys | ✔ Yes (limited) | Reduces oxide formation, improves fusion |
| Nickel Alloys | ⚠ Caution | Some Ni alloys susceptible — check procedure specification |
| Carbon & Low Alloy Steel | ✗ Never | Causes hydrogen-induced cold cracking (HICC) |
| Aluminium | ✗ Never | Severe porosity — H₂ insolubility causes gas entrapment |
| Magnesium | ✗ Never | Severe porosity and oxide formation |
| Titanium / Zirconium | ✗ Never | Catastrophic embrittlement from H absorption |
Flammability hazard: Hydrogen is highly flammable (4–75% flammable range in air). All hydrogen gas handling requires strict safety controls — no ignition sources, proper ventilation, gas detection, and training. Cylinders must be stored and handled per applicable safety regulations.
Common Shielding Gas Mixtures and Their Applications
Pure gases rarely deliver the optimal combination of arc stability, penetration, bead profile, spatter, cost, and mechanical properties. Most production welding uses carefully formulated binary or ternary gas mixtures that balance these competing factors.
| Mixture | Composition | Process | Materials | Key Advantage |
|---|---|---|---|---|
| C2 / C5 | Ar + 2–5% CO₂ | GMAW | Stainless Steel, Low-alloy Steel | Low carbon pickup; spray transfer capable; low spatter on SS |
| M21 / C18 | Ar + 18% CO₂ | GMAW | Carbon & Low-alloy Steel | Most common CS MIG mix — balanced spatter, penetration, and cost |
| M25 | Ar + 25% CO₂ | GMAW / FCAW | Carbon Steel (structural) | Good for all-position and short-circuit transfer applications |
| Ar + 2% O₂ | Ar + 2% O₂ | GMAW | Carbon Steel, SS | Excellent arc stability; lower spray transition current |
| Ar + 5% O₂ | Ar + 5% O₂ | GMAW | Carbon Steel | Improved bead profile; wider penetration; spray transfer |
| Ar/He (50/50 or 75/25) | Ar + He | GTAW / GMAW | Aluminium, Copper, Magnesium | Higher heat input than pure Ar; deeper penetration on thick Al |
| Ar + 5% H₂ | Ar + 5% H₂ | GTAW / PAW | Austenitic SS, Nickel Alloys | Hotter arc; faster travel speed; improved penetration on SS |
| Ar + 2–3% N₂ | Ar + 2–3% N₂ | GTAW / GMAW | Duplex Stainless Steel | Compensates for weld pool N₂ loss; maintains austenite/ferrite balance |
| Ternary: Ar/He/CO₂ | Ar + He + CO₂/O₂ | GMAW | Carbon & Low-alloy Steel | He provides heat; CO₂/O₂ stabilises arc — used for high-speed automation |
| 100% N₂ | Pure N₂ | Backing gas | Stainless Steel pipe (root) | Cost-effective root protection alternative to Ar for non-critical SS piping |
Shielding Gas Selection by Base Material
The most important factor in gas selection is compatibility with the base metal. Reactive metals demand chemically inert gases; carbon steel is more forgiving. Use this guide for quick reference:
⚙️ Carbon & Low-Alloy Steel
- GMAW: Ar/18%CO₂ (most common), Ar/25%CO₂, 100%CO₂
- FCAW: Ar/25%CO₂ or 100%CO₂
- GTAW root: 100% Ar
- Backing gas: 100% Ar or N₂
- Avoid: He alone (erratic arc); H₂ (HICC risk)
🔵 Austenitic Stainless Steel
- GTAW: 100% Ar (preferred); Ar + 2–5% H₂ for higher speed
- GMAW: Ar + 2% CO₂ max (to prevent carbon pickup)
- Backing gas: 100% Ar or Ar/N₂ (95/5)
- Avoid: CO₂ > 5% (sensitisation risk), O₂ with GTAW
- Related: Sensitisation in SS
🟣 Duplex Stainless Steel
- GTAW: Ar + 2–3% N₂
- GMAW: Ar + 2% CO₂ + N₂ or Ar/N₂
- Backing gas: Ar + 2% N₂ (mandatory to maintain ferrite balance)
- N₂ critical to replace weld pool nitrogen loss
- Related: DSS Welding Guide
🟢 Aluminium & Aluminium Alloys
- GTAW (AC): 100% Ar (standard); Ar/He for thick sections
- GMAW: 100% Ar; Ar/He for improved penetration
- Avoid: CO₂, O₂, H₂, N₂ — all cause porosity or oxidation
- Related: Welding Aluminium & Copper Alloys
🟡 Titanium
- GTAW only: 100% Ar (high purity ≥ 99.999%)
- Trailing shield: 100% Ar — mandatory above 400°C
- Backing gas: 100% Ar — mandatory for root
- Any contamination causes embrittlement — zero tolerance
- Related: Titanium Welding Complete Guide
⚫ Nickel & Nickel Alloys
- GTAW: 100% Ar; Ar/He for higher heat
- GMAW: 100% Ar
- Avoid: H₂ in most cases (check grade), N₂, CO₂ > trace
- Related: Nickel Alloy Consumables Guide
🟠 Copper & Copper Alloys
- GTAW: Ar or Ar/He (He preferred for thick sections due to high thermal conductivity)
- GMAW: Ar or N₂ (for deoxidised copper)
- H₂ can reduce copper oxides in limited controlled use
- Related: Welding Copper Alloys
🔴 P91 / P92 Chrome-Moly Steels
- GTAW root: 100% Ar
- Backing gas: 100% Ar
- Avoid H₂ completely — martensitic microstructure is highly susceptible to HICC
- Related: P91 Welding Requirements
13 Factors to Consider When Selecting a Shielding Gas
Gas selection is not one-dimensional. The correct choice must balance technical requirements, metallurgical targets, process constraints, and economics. Consider all of the following:
ASME SFA-5.32 — Shielding Gas Classification: ASME Section II Part C SFA-5.32 classifies shielding gases using a letter/number designation system. For example, SG-AR = pure argon; SG-C25 = 75% Ar + 25% CO₂; SG-M21 = Ar/CO₂ group. Shielding gas classification is an essential variable in many ASME WPS and must match the PQR classification. Read our full article: Shielding Gases per ASME Section II Part C SFA-5.32.
Shielding Gas Safety Considerations
All welding shielding gases present potential safety hazards that must be managed through proper training, equipment, and workplace controls:
| Gas | Primary Hazard | Safety Precaution |
|---|---|---|
| Argon (Ar) | Asphyxiant — displaces oxygen in confined spaces | Ensure ventilation; use O₂ deficiency monitors in enclosed areas; never purge a confined space without proper entry procedures |
| Carbon Dioxide (CO₂) | Asphyxiant; narcotic at high concentrations; CO formation at arc | Adequate ventilation; CO monitoring in enclosed spaces; CO is a toxic combustion product of CO₂ in the arc |
| Helium (He) | Asphyxiant; very high pressure cylinders | Secure cylinders; ventilate workspace; treat as asphyxiant in confined spaces |
| Hydrogen (H₂) | Highly flammable (4–75% in air); explosive | No ignition sources; proper grounding; gas detection systems; training; store away from oxidisers |
| Nitrogen (N₂) | Asphyxiant — rapidly displaces O₂ | O₂ deficiency monitoring; never use to purge vessels without proper isolation and entry procedures |
| Oxygen (O₂) | Oxidiser — dramatically increases fire risk | Keep away from combustibles and oils; never use as a substitute for compressed air; dedicated regulators only |
Critical warning — never use oxygen cylinders as shielding gas without purpose-designed equipment: Oxygen mixed with hydrocarbons (oils, grease) causes violent fires or explosions. All regulators, hoses, and fittings used for oxygen must be specifically rated and cleaned for oxygen service. See our complete Welding Hazards and Safety guide.
🎯 Test Your Welding Process & Code Knowledge
Gas selection is a common ASME Section IX and AWS/CSWIP exam topic. Practise with our free quizzes.