
Introduction
Shielded Metal Arc Welding (SMAW), commonly known as stick welding, is a pivotal manual arc welding process. It employs a consumable electrode enveloped in a flux to fuse metals together. Renowned for its versatility and simplicity, SMAW has earned its place as one of the most widely used welding techniques globally. This comprehensive guide will delve into the historical development, operation, equipment requirements, safety measures, and broad applications of SMAW.
Development of SMAW
The roots of SMAW can be traced back to the early experiments with electric arcs in the 19th century. The crucial inventions that paved the way for SMAW include the carbon arc torch developed by Auguste de Méritens in 1881 and the consumable metal electrode invented by Nikolay Slavyanov in 1888. These milestones marked the transition towards modern arc welding techniques. Throughout the early 20th century, researchers and inventors, including Arthur Percy Strohmenger and Oscar Kjellberg, refined the process by introducing coated electrodes. These electrodes enhanced arc stability and facilitated welding in various positions, further solidifying SMAW’s place in welding history.
In subsequent years, advancements in electrode coatings and materials revolutionized SMAW. The introduction of an extrusion process in 1927 significantly reduced electrode coating costs, allowing for more specialized applications. The 1950s witnessed a breakthrough with the incorporation of iron powder into the flux coating, enabling higher welding speeds. Additionally, automated variations like gravity welding and firecracker welding emerged, offering specialized solutions for specific welding needs.
Operation of SMAW
SMAW operates on the principle of creating an electric arc between a consumable electrode and the workpieces to be joined. This arc generates intense heat, causing both the electrode and the workpiece to melt. The molten metal forms a weld pool, which solidifies to create a durable joint. The flux coating on the electrode plays a crucial role in this process. As the electrode melts, the flux disintegrates, releasing vapors that act as a shielding gas. Simultaneously, the flux produces a layer of slag that protects the weld area from atmospheric contamination.
Initiating and maintaining the arc is a fundamental skill in SMAW. Striking an arc requires a light touch of the electrode to the base metal, followed by a slight pullback to establish the arc. Proper electrode orientation is crucial, as holding it perpendicular to the workpiece can lead to sticking and overheating. As the welding progresses, the operator periodically replaces spent electrodes, and the slag must be chipped away to reveal the finished weld.
Techniques and Quality Control
The welding technique in SMAW is influenced by factors like electrode type, workpiece composition, and joint position. Different electrodes and welding positions dictate the welding speed. Flat welds, for example, are the easiest and can be done quickly with electrodes that melt rapidly. In contrast, sloped, vertical, or upside-down welding requires more skill and often necessitates electrodes that solidify quickly to prevent excessive flow of molten metal.
Achieving high-quality SMAW welds requires attention to detail. Common weld defects include weld spatter, porosity, poor fusion, shallow penetration, and cracking. Weld spatter, while not affecting the integrity of the weld, impacts its appearance and increases cleaning efforts. Porosity, a more serious concern, weakens the weld bead and requires advanced testing methods for detection. Proper welding parameters, joint preparation, and electrode selection are vital in minimizing these defects.
Additionally, shallow welds can be strengthened by adjusting welding speed, increasing current, or using smaller electrodes. Factors like base material composition, joint constraints, and proper electrode storage also influence weld quality. Understanding these nuances empowers welders to produce high-quality SMAW welds consistently.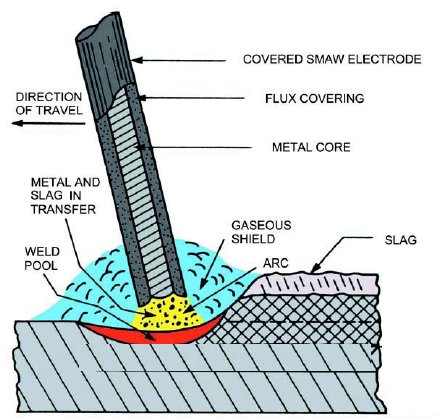
Safety Precautions in SMAW
SMAW welding demands strict adherence to safety protocols. The process involves an open electric arc, which poses a risk of burns. Welders must wear heavy leather gloves and long-sleeve jackets and other personal protective equipment’s to protect against burns caused by contact with the hot workpieces or molten metal. The brightness of the welding arc can lead to a condition known as arc eye, where ultraviolet light causes inflammation and burns to the eyes. Welding helmets with dark face plates are crucial to shield the eyes from harmful UV exposure.
To safeguard bystanders, especially in industrial settings, translucent welding curtains are often deployed around the welding area. These curtains, typically made of polyvinyl chloride plastic film, shield nearby workers from exposure to the UV light emitted by the electric arc. It’s important to note that welding curtains do not substitute for the filter glass used in welding helmets.
Furthermore, the welding process generates fumes and gases from the vaporized metal and flux materials. These emissions can be hazardous if inhaled. Proper ventilation and the use of personal protective equipment, such as respirators, are essential to minimize respiratory risks. Additionally, the work area should be well-ventilated to prevent the buildup of harmful gases.
Applications and Materials in SMAW
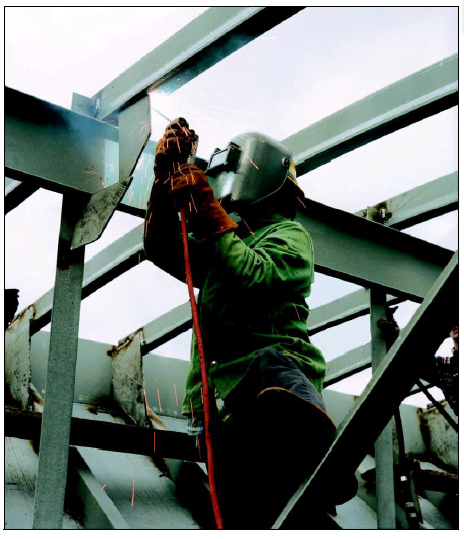
SMAW is a versatile welding process with applications spanning various industries. Its dominance is especially prominent in maintenance and repair work, as well as in the construction of steel structures and industrial fabrication. While SMAW’s popularity has seen some decline with the emergence of other welding techniques like flux-cored arc welding and gas metal arc welding, it remains indispensable for its cost-effectiveness and wide applicability.
The materials that can be welded using SMAW encompass a broad spectrum. These include carbon steel, low and high alloy steel, stainless steel, cast iron, ductile iron, and, in certain cases, non-ferrous materials like nickel, copper, and aluminum. The thickness of the material being welded is primarily limited by the skill of the welder, but rarely drops below 1.5 mm (0.06 in). With proper joint preparation and the use of multiple passes, SMAW can be employed on materials of virtually unlimited thicknesses.
Moreover, SMAW’s versatility extends to welding positions. Depending on the electrode and the welder’s proficiency, SMAW can be utilized in any position, making it an adaptable choice for a wide range of welding scenarios.
Equipment for SMAW
SMAW equipment consists of essential components that facilitate the welding process. The core elements include a constant current welding power supply, an electrode holder, a ground clamp, and welding cables (also known as welding leads) connecting the power supply to the electrode holder. The power supply is a critical component, maintaining a consistent welding current for optimal performance. It is engineered to ensure that the current and heat remain relatively stable, even when there are variations in arc distance and voltage.
The preferred polarity of the SMAW system depends on factors like electrode type and the desired welding properties. Direct current with a negatively charged electrode (DCEN) causes heat to accumulate in the parent material, influencing the depth of the weld. Reversing the polarity, with the electrode positively charged (DCEP) and the workpiece negatively charged, increases weld penetration. Alternating current alternates polarity, creating an even heat distribution, striking a balance between electrode melting rate and penetration.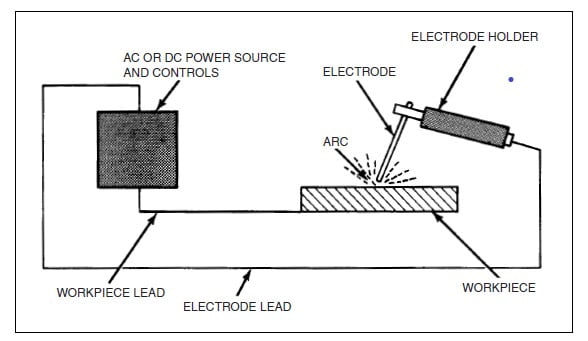
Electrodes in SMAW
Electrode selection is a critical aspect of SMAW, as it directly impacts the quality and characteristics of the resulting weld. Electrodes come in various types, each with unique properties and applications. They can be divided into three main groups:
- Fast-Fill Electrodes: These electrodes are designed to melt quickly, allowing for high welding speeds. They are suitable for flat welds and all-position welding, making them versatile in various scenarios. An example of a fast-fill electrode is the E6010, which offers deep weld penetration and operates using direct current electrode positive (DCEP).
- Fast-Freeze Electrodes: Fast-freeze electrodes are designed to solidify quickly. They are often used for welding in challenging positions, where preventing excessive flow of molten metal is crucial. One of the most common fast-freeze electrodes is the E7024, ideal for flat or horizontal fillet welds.
- Fill-Freeze Electrodes: These electrodes strike a balance between fast fill and fast freeze electrodes. They are suitable for a wide range of applications and welding positions. Examples include the E6012, E6013, and E7014 electrodes.
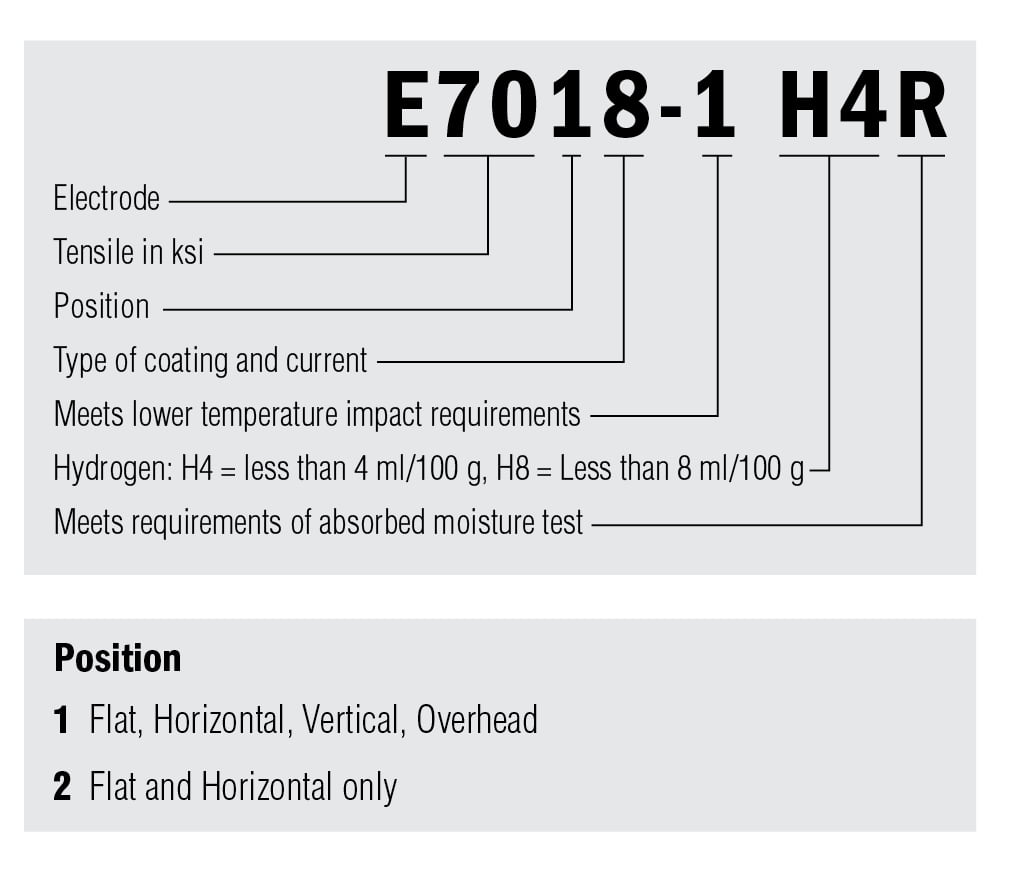
The American Welding Society (AWS) has established a system for identifying electrodes, assigning them a four- or five-digit number. These numbers convey information about tensile strength, welding positions, current type, and other electrode characteristics.
Electrode coatings are another critical aspect. Various compounds, such as rutile, calcium fluoride, cellulose, and iron powder, are used to coat electrodes. Each coating type influences the arc characteristics, penetration, and the quality of the resulting weld. For instance, rutile electrodes offer ease of use and excellent appearance but can lead to high hydrogen content in the weld, which may cause embrittlement and cracking.
Understanding electrode types and coatings is essential for welders to choose the right electrode for a specific welding task, ensuring optimal performance and weld quality.
Conclusion
Shielded Metal Arc Welding (SMAW), often referred to as stick welding, remains an essential and versatile welding process in various industries. Its rich history of development and continuous improvements have solidified its place as a foundational welding technique. Understanding the principles of SMAW, the intricacies of electrode selection, proper technique, and stringent safety measures are paramount for welders seeking to master this time-tested and reliable welding process.
SMAW offers a remarkable balance of simplicity and effectiveness, making it indispensable for both amateur welders and professionals. Its enduring relevance is a testament to the enduring legacy of this robust and versatile welding method.
SMAW Welding Faqs
What is SMAW welding?
SMAW welding is a manual arc welding process that uses a consumable electrode coated in flux to create an electric arc between the electrode and the workpiece. This arc melts both the electrode and the workpiece, fusing them together as the electrode is slowly consumed.
What materials can be welded with SMAW?
SMAW can be used to weld a wide range of materials, including carbon steel, stainless steel, cast iron, and various alloys. The choice of electrode and welding parameters depends on the material being welded.
What are the advantages of SMAW welding?
- Portability: SMAW equipment is relatively portable and can be used in various locations.
- Versatility: It can be used for welding in various positions.
- Low cost: SMAW is relatively inexpensive compared to some other welding processes.
- Simple equipment: The equipment for SMAW is straightforward and does not require complex setups.
What are the disadvantages of SMAW welding?
- Slower process: SMAW is generally slower compared to some other welding methods like MIG or TIG.
- Lower quality on thin materials: It can be challenging to achieve high-quality welds on thin materials.
- Limited automation: SMAW is typically a manual process and not easily automated.
What safety precautions should be taken during SMAW welding?
- Wear appropriate personal protective equipment, including a welding helmet, gloves, flame-resistant clothing, and safety glasses.
- Ensure proper ventilation in the work area to avoid inhaling fumes and gases.
- Keep a fire extinguisher nearby.
- Inspect equipment for damage and ensure it’s in good working condition.
How do I choose the right electrode for SMAW welding?
The choice of electrode depends on the material being welded, the welding position, and the specific requirements of the project. Consult welding charts and guidelines or seek advice from experienced welders for electrode selection.
What is the basic process for SMAW welding?
The basic steps for SMAW welding are:
- Clean the workpiece to remove any contaminants.
- Choose the appropriate electrode and set the welding parameters.
- Strike an arc by bringing the electrode in contact with the workpiece and then pulling it back slightly.
- Maintain the arc length and move the electrode along the joint, depositing molten metal to create a weld bead.
- Allow the weld to cool, and then inspect it for quality.
Can SMAW be used for structural welding?
Yes, SMAW is commonly used for structural welding in construction and other applications. It can create strong and reliable welds in structural steel.
What are some common SMAW welding defects, and how can they be prevented?
Common defects include porosity, undercut, incomplete fusion, and slag inclusions. Proper training, good welding technique, and regular inspection can help prevent these defects.