
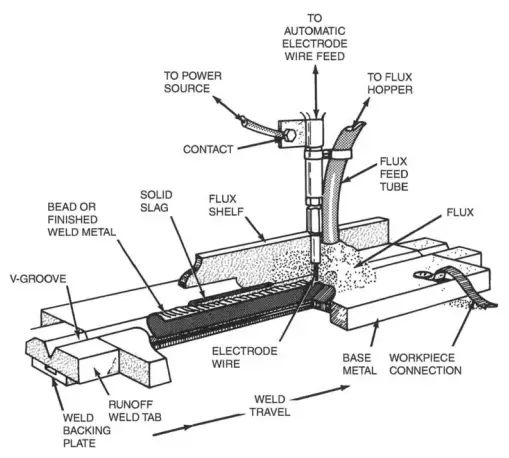
Submerged arc welding (SAW) is a proficient welding technique that employs a continuous feed of tubular electrode to fuse two metals by generating heat through the interaction between the electrode and the metal.
To shield the arc and molten zone from atmospheric contaminants, the welding process submerges them beneath a protective layer of granular flux. This flux layer acts as a barrier, effectively preventing spatter, sparks, fumes, and UV radiation, ensuring a clean and controlled welding environment.
One notable advantage of submerged arc welding is its ability to achieve higher deposition rates compared to other welding processes. Additionally, this method is operator-friendly, as it operates without a visible arc and eliminates spatter, contributing to a more manageable and efficient welding experience.
Principle of Submerged Arc Welding
The principle of submerged arc welding (SAW) revolves around creating a fusion between two metal components by utilizing a continuous, consumable electrode. Here’s a breakdown of the key principles involved in the SAW process:
Continuous Electrode Feed:
The continuous electrode is fed automatically into the welding zone at a controlled rate. As the electrode moves towards the workpiece, it establishes an electric arc upon contact.
Arc Generation:
The electric arc is initiated between the tip of the electrode and the workpiece. This arc generates intense heat, causing the electrode and the adjacent workpiece surfaces to melt and form a pool of molten metal.
Generation of Heat:
The heat generated by the electric arc melts both the electrode and the workpiece, forming a molten pool of metal. This molten pool is the basis for creating a strong, metallurgical bond between the two pieces being welded.
Flux Layer:
- One distinctive feature of submerged arc welding is the use of a granular flux that covers the welding zone entirely. The flux serves multiple purposes:
- It provides a protective blanket over the arc and molten metal, preventing atmospheric contamination.
- The flux layer helps in stabilizing the arc and facilitating better control over the welding process.
- It promotes the formation of a slag layer that covers the weld bead, protecting it as it cools.
Atmospheric Protection:
The arc and molten zone are effectively submerged beneath the flux layer. This submersion protects the welding process from exposure to air, preventing oxidation and other forms of contamination. The flux also activates the formation of a slag layer.
Slag Formation:
The flux, as it melts, forms a slag that floats on the molten metal. This slag layer acts as a protective coating over the weld bead, shielding it from atmospheric elements as it cools. The slag is later removed after the weld has solidified.
What Equipment Is Used for Submerged Arc Welding (SAW)?
Submerged arc welding (SAW) necessitates specialized equipment for the efficient execution of the welding procedure. The essential components of the SAW equipment include:
Constant-Current or Constant-Voltage Power Module:
This module conditions the electrical energy required to initiate and sustain the welding arc. It can be constructed using a transformer-rectifier unit or an inverter.
Welding Head:
The welding head, also known as the boom, securely holds and positions the welding torch. It can be either stationary or movable, with the boom either moving along the weld or the workpieces traversing under the boom for welding.
Electrode Wire & Flux:
The continuously fed electrode is guided into the weld joint. The operator can control the feed rate, preset it, or employ dynamic control methods. The flux layer helps in stabilizing the arc and facilitating better control over the welding process.
Welding Torch
The welding torch serves as the delivery mechanism for the electrode wire, facilitating precise positioning during the welding process.
Flux Hopper/Delivery System:
This system supplies a consistent flow of flux granules over the arc and the weld pool, ensuring proper coverage and protection.
Flux Recovery System:
The flux recovery system collects and recycles unused or excess flux. This efficient management helps control costs, as flux constitutes a significant portion of the consumable value in the welding process.
he effective implementation of submerged arc welding relies on a well-coordinated set of equipment, encompassing power modules, welding heads, electrode guidance systems, flux delivery and recovery mechanisms, cooling apparatus, and CNC control panels. Each component plays a crucial role in achieving optimal welding performance and ensuring the longevity of the equipment.
Weldable Metals and its Range of Thickness
This welding process is most suitable for joining low to medium carbon steels, low alloy-high strength steels, tempered steels, quenched steel, and stainless steel. Submerged arc welding has been experimentally applied to metals such as nickel alloy, copper alloy, and uranium.
For metal thicknesses between 6.4 and 25.4 mm, edge preparation is necessary, but these can still be welded in a single pass. The procedure becomes practically unlimited in thickness when utilizing a multiple-pass technique. In horizontal fillet welds, a single pass can achieve a weld thickness of up to 10 mm.
Welding Circuit & Current
The submerged arc welding process employs either direct or alternating current, with direct current being the preferred choice for most applications. Both direct current electrode positive (DCEP) and direct current electrode negative (DCEN) configurations are utilized.
For submerged arc welding with 3.2 mm and smaller diameter wire, a constant voltage system is commonly employed with direct current power. Conversely, the constant current system is typically used for welding electrodes with diameters of 4 mm and larger. The control circuit for constant current is intricate, mimicking the welding machine’s actions to maintain a specific arc length.
The wire feeder plays a crucial role in sensing the voltage across the arc and adjusting the electrode wire to maintain the preset voltage. The wire feed may slow down or speed up to sustain the desired voltage, introducing complexity to the control system. The system does not respond instantly, and initiating the arc involves a complicated process, requiring the use of a reversing system to start, retract, and maintain the preset arc.
Constant current power is consistently applied in submerged arc welding, whether using multiple electrode wires with AC or DC arcs. The constant power system employs a constant voltage when two electrode wires are fed into the arc from a single welding power source. Submerged arc welding currents can vary from 50 amperes to 2000 amperes, with the most common range falling between 200 and 1200 amperes.
Submerged arc welding boasts the highest deposition rate among various arc welding processes, attributed to four key factors:
Welding Deposition Rates & Quality
- Polarity:
- The highest deposition rate is achieved with direct current electrode negative (DCEN). In alternating current, deposition falls between DCEN and direct current electrode positive (DCEP). Maximum heat polarity is associated with the negative pole.
- Long Stick Out:
- The deposition rate in welding increases with an extended “stickout,” which refers to the distance between the point where current is introduced into the electrode and the arc. However, longer stickouts may result in poorer penetration.
- Flux Additives:
- The addition of metal additives in the flux contributes to increased deposition rates in submerged arc welding.
- Additional Electrode:
- Using additional electrodes is another factor that enhances deposition rates in this welding process.
The quality of the weld metal deposited through submerged arc welding is exceptional, surpassing that of mild steel and low alloy materials in terms of strength and ductility. Achieving such superior weld characteristics depends on the appropriate combination of electrode, flux, and power source. Utilizing machine or automatic submerged arc welding minimizes inherent human errors, ensuring uniformity and defect-free welding.
Submerged arc welding produces larger weld beads compared to other arc welding methods due to higher heat input, leading to a prolonged cooling time. This extended cooling period allows gases to escape, and the lower-density slag floats to the top of the bead. The automatic nature of the process ensures consistent and uniform welds, contributing to enhanced overall quality.
Welding Variables
The welding variables in submerged arc welding share similarities with other arc welding processes but also exhibit distinctive characteristics. Selection of the electrode type and flux is tailored to the specific metal being welded. The electrode size correlates directly with the weld joint size and the recommended current. The decision on the number of passes and bead sizes is crucial in joint determination, offering flexibility based on metallurgical considerations. Opting for multiple passes generally results in a superior-quality weld. The choice of polarity is an initial decision, balancing the need for maximum penetration or maximum deposition rate.
Welding Current:
One of the key variables influencing welding heat is the welding current, which works in tandem with voltage and travel speed. Adequate current is vital for single-pass welds, ensuring sufficient penetration without base metal burning. Higher current levels enhance penetration, and for multiple-pass welds, the current must align with the weld size for each pass. The electrode size becomes a factor in determining the appropriate current for a weld.
Arc Voltage:
Arc voltage exhibits limited variation. Higher arc voltage results in a flat and wide bead, while excessively high voltage may lead to cracking due to excess melting of the flux. This excess deoxidization can lower ductility. More flux is consumed at high arc voltage. Conversely, low voltage creates a stiffer arc, enhancing penetration in deep grooves. It produces a narrow bead with a high crown and challenges in slag removal.
Travel Speed:
Travel speed influences both the weld bead and penetration. Higher speeds yield thinner beads with less penetration, ideal for applications like sheet metal where minimal bead size and penetration are desired. Excessive speed, however, can lead to undercuts and porosity due to rapid solidification. Conversely, slow speed results in poor beads, increased spatter, and flashing. Finding the optimal travel speed is crucial for achieving the desired weld characteristics.
Faqs in Submerged Arc Welding (SAW)
- What is Submerged Arc Welding (SAW)?
- Submerged Arc Welding is a welding process where a continuous electrode is fed and arcs created between the electrode and the workpiece, all submerged beneath a layer of granular flux. This method is commonly used for joining thick sections of metals.
- What metals are suitable for SAW?
- SAW is suitable for welding low to medium carbon steels, low alloy-high strength steels, tempered steels, quenched steel, stainless steel, and has been experimentally applied to metals like nickel alloy, copper alloy, and uranium.
- What is the advantage of SAW in terms of deposition rates?
- SAW offers higher deposition rates compared to other welding processes, making it an efficient choice for applications where productivity is crucial.
- What is the significance of flux in SAW?
- Flux in SAW serves multiple purposes, including providing a protective blanket over the arc and molten metal, preventing atmospheric contamination, and facilitating the formation of a slag layer that covers the weld bead, protecting it as it cools.
- What are the key components of SAW equipment?
- The key components include a constant-current or constant-voltage power module, welding head, electrode wire, welding torch, flux hopper/delivery system, flux recovery system, cooling apparatus, and CNC control panel.
- What is the recommended welding current for SAW?
- The welding current in SAW can vary from 50 amperes to 2000 amperes. Commonly, SAW welding is done within a range of 200-1200 amperes, depending on the specific requirements of the welding application.
- How does polarity affect SAW?
- Polarity in SAW, whether direct current electrode positive (DCEP) or direct current electrode negative (DCEN), influences factors such as penetration and deposition rate. DCEN is often used for its higher deposition rates.
- Can SAW be used for welding different thicknesses of metal?
- Yes, SAW can weld a range of thicknesses. Thicknesses between 1.6 and 12.7 mm generally do not require edge preparation, while thicker metals may need edge preparation and can be welded in a single pass or multiple passes.
- What are the factors affecting weld quality in SAW?
- Factors include the choice of electrode, flux, and power source combination, as well as control over welding variables such as current, voltage, and travel speed. Machine or automatic SAW helps eliminate human error, ensuring uniform and defect-free welds.
- How does SAW differ from other arc welding processes?
- SAW distinguishes itself by the submerged nature of the arc and molten zone, the use of granular flux, and its ability to achieve high deposition rates, making it well-suited for welding thick sections of metals with efficiency.