
Titanium, light, corrosion resistant, and extremely strong material. Titanium is a silvery-gray metal with a density of approximately half that of steel i.e 4.51g/cm3 (0.163 lb/in³). Opposite to common beliefs titanium welding is not a rocket science. Titanium posses good weldability. To enhance its suitability for structural applications, titanium is alloyed with elements such as chromium and iron, chromium and aluminum, manganese and aluminum, or manganese alone.
Titanium offers very high strength-to-weight ratios, excellent resistance to corrosion, and ultimate strength and is used in many industries such as aerospace, marine, chemical processing, and medical devices.
Welding titanium is not hard if you know what you are doing. However, there are many crucial areas where you need to take care to weld this costly material. Therefore, we highly recommend to gain as much as learning and experience before doing welding such costly items like of aerospace and marine.
Properties of Titanium
Titanium is almost 50% lighter than stainless steel but more than two times stronger. So it provides four times strength comparitive to stainless steel. Titanium is typically less heavy and quite tough thus suitable for applications where it is required to get strength with weight. Titanium melts at an approximate temperature of 1,670°C/3,038°F. A physical property of titanium and titanium alloys is its lower thermal conductivity which results in small HAZ (heat affected zone)
Like aluminum and other nonferrous metals, titanium has a good affinity for oxygen. At ambient temperature, titanium naturally forms an thin oxide layer on its surface. This acts as a cover to protect the metal from subsequent reactivity and is beneficial during welding. At temperatures above 650°C or 1200°F, oxidation of titanium becomes very rapid; therefore, shield gas coverage during welding is essential in order to provide good weld quality.
The tenacious protective oxide film that forms giving the alloys very good corrosion resistance, particularly in chloride-containing environments. Good creep and oxidation resistance at temperatures up to almost 600°C.
It is highly susceptible to contamination. It reacts with oxygen, nitrogen, and hydrogen at relatively high temperatures; this leads to the deterioration of mechanical properties. If oxygen, hydrogen, nitrogen, carbon, or other elements are introduced to the weld, titanium will become brittle.
The increased contaminants in the weld pool reduce the ductility of titanium and can cause cracking in the weld metal. For instance, when the oxygen is picked up at a high level, the weld can exhibit transverse cracking along the weld face or heat affected zone (HAZ).
How to Weld Titanium
To weld titanium many precautions shall be take which are common to carbon steel, aluminum and stainless steel and many other materials but requirement of inert and clean atmosphere even after welding is main difference. Inert atmosphere is not only required during solidification of weld pool but also required till the temperature of weld and HAZ cools down to lower critical temperature i.e. 520°C. However it is recommended to provide inert gas coverage till it cools to 375°C as above 375°C oxygen and nitrogen may diffuse to weld metal and causes embrittlement.
Due to lower thermal conductivity titanium posses small HAZ makes it practically possible to provide shielding gas to HAZ with the help of trailing and shielding gas. Where it is not practical to provide shielding and trailing gases due to small component size argon chambers are also used for welding.
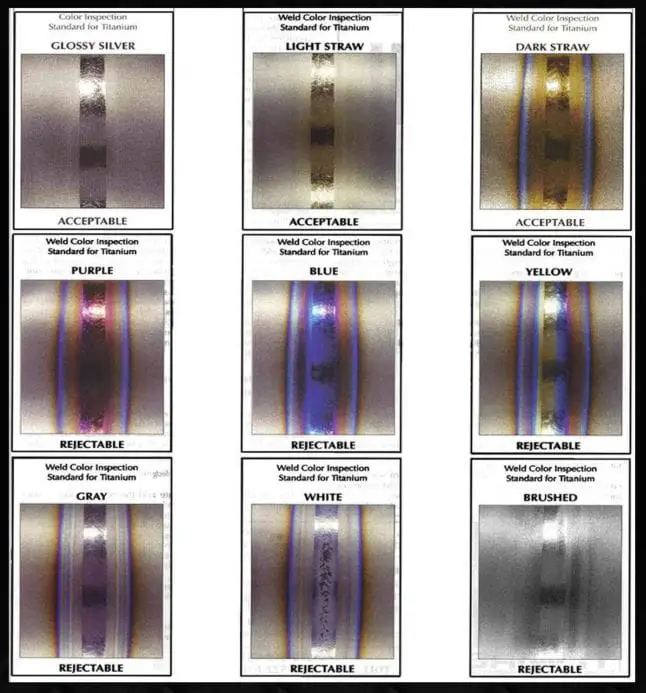
After welding color acceptance in titanium welding
Challenges in Welding Titanium
Contamination Risk: Titanium absorbs contaminants like oxygen, nitrogen, and hydrogen at high temperatures, leading to embrittlement and weld failure. Contamination may come from atmosphere, filler wire, tungsten or base metal.
Oxidation: Without adequate shielding or trailing gas titanium welds can oxidize which leads to weakening the joint.
Precision Required: Achieving high-quality welds demands meticulous preparation, cleanliness, and controlled atmospheric conditions.
Pre-Welding Preparation
Cleaning
Titanium is easily contaminated, and you must do everything in your power to clean the material and keep it clean throughout the welding process. All tools and even your gloves should touch titanium only. Even touching the material with your bare hands can potentially contaminate the material.
- Clean the surface completely, removing oxidation layers, oil, and contaminants with tools meant for grinding & cutting of titanium only.
- Use of stainless steel brush or grinder to prevent cross contamination of titanium only.
- Cleaning off the entire surface near to weld zone with brand new, lint free cloth saturated in acetone and methyl ethyl ketone
- Finally wearing nitrides gloves to prevent moisture and oils from skin contaminating the weld joint.
You should go at least an inch on either side of the welding zone so nothing creeps into it to contaminate it.
Clean all your tungsten and filler rods before welding as well. When you do get longer breaks, you’ll want to protect your material with thick cardboard or a lint-free blanket to prevent contamination.
A very important safety not is dust generated by grinding and preparation of titanium is volatile. You might consider a respirator (PPE) and good ventilation. Also titanium dust is flammable so ensure you do not have flammable items in nearby places. Don’t use CFC or other chlorides to clean titanium as they can lead to Stress corrosion cracking (SCC) after welding.
Also you need to remove titanium oxide layer from the surface with help of stainless steel or grinder. Recleaning shall be done after grinding/brushing.
Purging, Shielding and Post weld Shielding
Purging
Due to the high reactivity of titanium with oxygen and its susceptibility to contamination by hydrogen and nitrogen, the underside of the weld is purged using an inert gas such as argon. Though the shielding gas in MIG or TIG welding protects the upper surface of the weld, the underside is exposed to oxidation. It may lead to brittleness, loss of corrosion resistance, and compromised integrity of the weld if not purged. Purging with argon is especially important when welding titanium pipes, ensuring a clean, contamination-free environment on all sides of the weld.
Shielding
100 percent argon is highly recommended when welding titanium by TIG. Although helium may be added to the mix, it is mostly unnecessary for welding titanium and very expensive. As such, most welders will prefer pure argon.
The quality of argon shielding gas matters. Pure argon is necessary for getting a good weld. Many discolorations associated with welds occur because of oxidation. Most cases involve air or moisture contamination inside the gas tank. To get around this problem, invest in a high-quality argon tank for clean, oxidation-free titanium welds.
Post weld Shielding/ Trailing Gas
Trailing gas is an auxiliary flow of a shielding gas usually argon for protection of weld and adjacent heat-affected zone (HAZ) during and in the immediate after welding. Titanium welding requires the same because the high reactivity between titanium and gases present in atmospheric air, that is oxygen and nitrogen, increases at elevated temperature. Without adequate protection, the weld and HAZ will oxidize, which, besides discoloration, gives rise to brittleness, and loss of corrosion resistance.
Trailing gas is supplied through a trailing shield designed specifically for the purpose. It provides a continuous cover over the weld as it cools down to below the critical temperature of 520°C (968°F). However it is recommended to provide inert gas coverage till it cools to 375°C as above 375°C oxygen and nitrogen may diffuse to weld metal and causes embrittlement. Proper use of trailing gas prevents contamination, resulting in clean, strong, and reliable welds, with a characteristic bright silver or straw-colored finish indicating adequate shielding.
Post-Welding Inspection and Treatment
Colour Variation Weld surfaces should be color-checked. Intense, lustrous colour welds result from good shield. Dull or colored welds may necessitate rework.
Cleaning Eliminate oxide build up resulting from the welding process, either mechanically or chemically
Testing Nondestructive testing be performed to prove weld integrity is established if the weld needs to be tested for criticality applications.
Conclusion
The joining of titanium requires skill, preparation, and immense attention to detail. The best practices include cleanliness, proper shielding, and precise control. Since titanium welding poses several challenges, the compensation is quite high, and the performance in the most demanding environments is simply unmatched.
FAQs on Titanium Welding
1. Why is titanium welding challenging?
Titanium is highly reactive at elevated temperatures, readily absorbing oxygen, nitrogen, and hydrogen from the atmosphere. This leads to contamination, embrittlement, and reduced weld quality if not properly shielded.
2. What shielding gas is used for welding titanium?
High-purity argon (99.999% purity) is commonly used for shielding titanium. In some cases, helium or argon-helium mixtures may be used for specific applications.
3. What happens if titanium welds are not shielded?
Inadequate shielding leads to oxidation of the weld, causing discoloration, embrittlement, and reduced mechanical properties, thus making the weld susceptible to failure.
4. Why is trailing gas necessary in titanium welding?
Trailing gas protects the weld and surrounding areas as they cool. Without it, the exposed metal oxidizes, leading to defects and compromised weld integrity.
5. How can you identify weld contamination in titanium?
Discoloration is a common indication of contamination in the weld. Bright silver or straw-colored weld indicates good shielding. Oxidation and contamination may appear in the form of blue, gray, or white color.
6. Is preheating necessary for titanium welding?
Titanium usually does not need preheating because of its low thermal conductivity. Cleanliness and dryness of the workpiece should be ensured, however.
7. Can welding of titanium be done outside?
Titanium welding is usually difficult outdoors, especially due to wind and moisture. If performed outdoors, weld under enclosed welding tents to avoid contamination.