
This article is about diameter restrictions and welding position qualification involves in welder and welding operator qualification as per ASME Section IX.
Diameter Restriction for Welder Qualification (as per QW-303)
1) If welder is qualified by groove weld during test, then the qualification range will be below (as per table QW-452.3 and table QW-452.6)

Note:
–There is no any restrictions for maximum qualified outside diameter and if welder is qualified by groove weld, then he can weld any diameter, fillet size and base metal thickness for fillet weld.
-Tack weld are not limited by pipe or tube diameter when their aggregate length does not exceed 25% of the weld circumference. (as note-2 of table QW-461.9)
–Diameter restrictions are only applicable for welders involved in manual and semi-automatic welding and not for welding operators involves in automatic or machine welding.
2) If welder is qualified by fillet weld during test, then the qualification range will be below (as per table QW-452.4 and table QW-452.
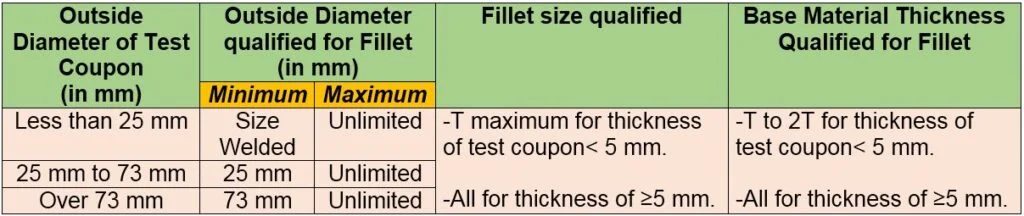
3) Diameter restrictions for set-on nozzle (as per QW-403.16):
For set-on nozzle or branch (with weld preparation on nozzle or branch), the diameter range qualified from Table QW-452.3 shall be based on nozzle or branch pipe O.D.

4) Diameter restrictions for set-in nozzle (as per QW-403.16):

Welding Position Qualified for Welder Qualification (as per QW-303)
1) If welder or welding operator qualification done on Plate-Groove weld
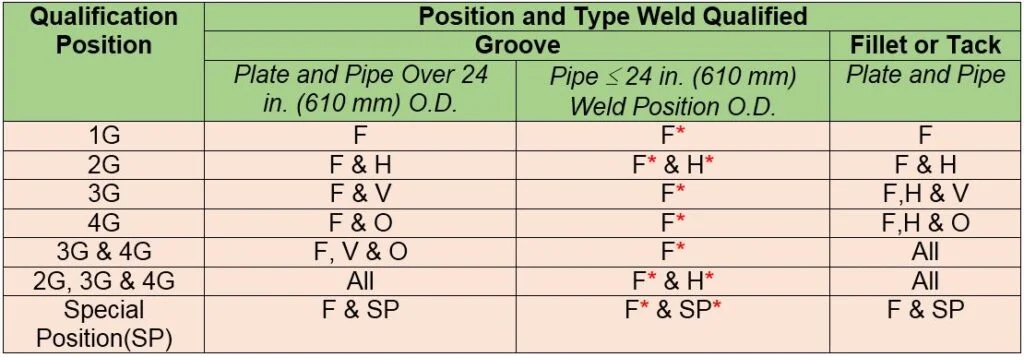
* Pipe O.D. 73 mm and above.
2) If welder or welding operator qualification done on Plate-Fillet weld

* Pipe O.D. 73 mm and above.
3) If welder or welding operator qualification done on Pipe-Groove weld
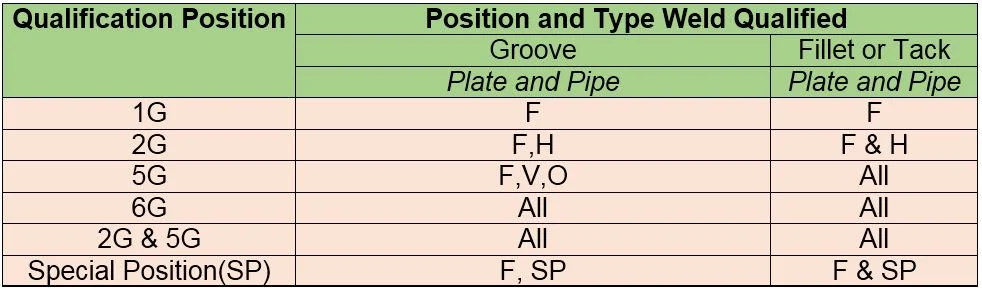
Note- For diameter restriction refer QW-452.3, QW-452.4, and QW-452.6 as described above in this article.
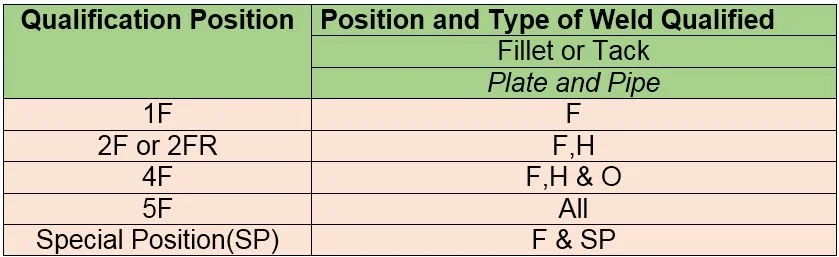
4) If welder or welding operator qualification done on Pipe-Fillet weld
Excellent
Very nice information