This article is about Welding Position involved in fabrication of Pressure Vessel, Piping and Pipelines.
Different welding standard specifies different welding positions for welder. Welding position is specified as per the position of work piece before and during welding. Position of welding is specified in ASME section IX and EN ISO 6947. Welding position is essential variable for welders so understanding of same is so much important for a welding instructor. We will discuss and elaborate different welding position as per these standard mentioned above and also include application where different welding position are used.
Welding Position as per ASME Section IX
Angle of Inclination and Rotation of Face:
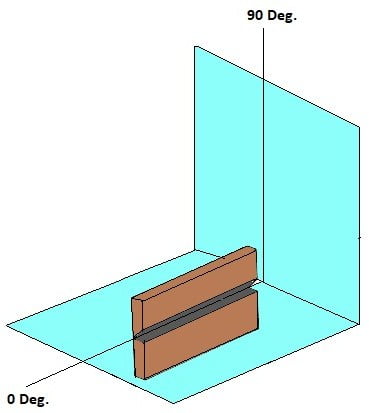
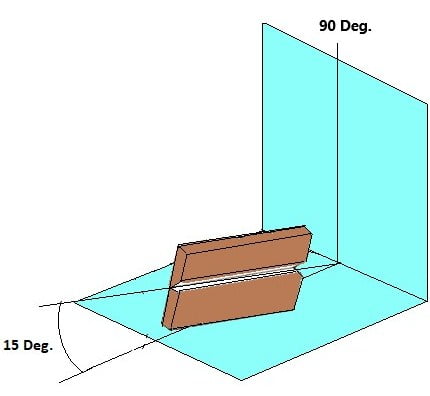
It is very important to understand the below figure in order to find out actual welding position.
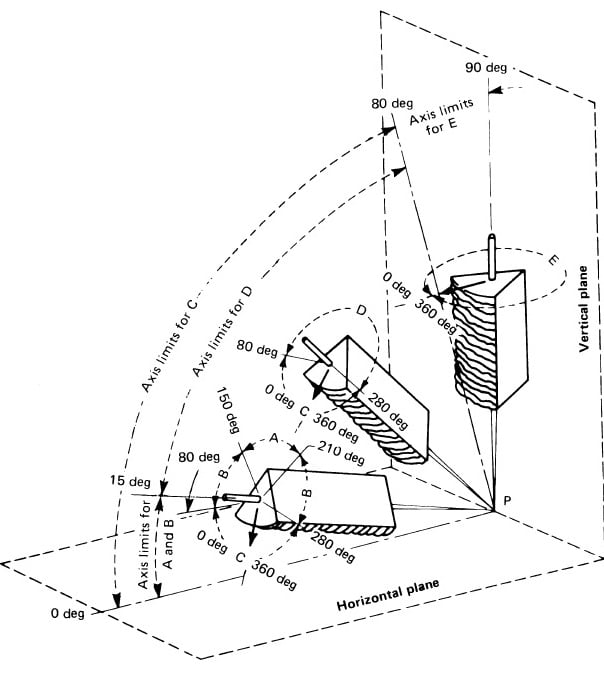
Welding codes define production weld positions very specifically. Visualize two plates lying flat on a table. That plate can be rotated in two planes: one in which you grab the plate at one end of the weld and lift it up and down (the inclination axis), and the other in which you grab an edge parallel to the weld axis and lift it up and down (face rotation axis)
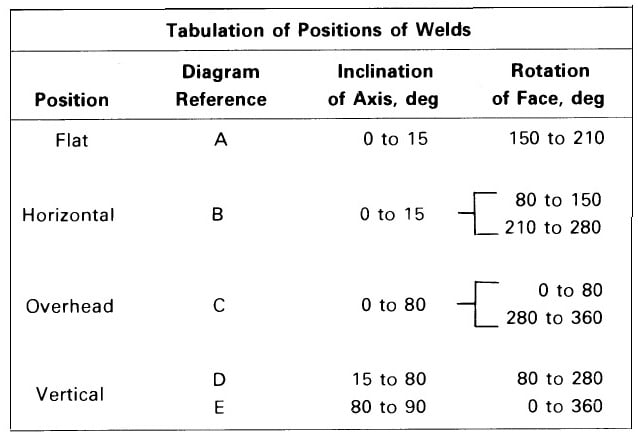
The inclination angles are ranging from 0 degrees (flat) to 90 degrees (vertical). For the rotation of the weld ASME Section IX code that “0 degrees” means the weld is facing downward, such as for overhead welding; this is the reference point. Every other position is measured, going clockwise, through 90 degrees (horizontal), through 180 (with the weld facing up, for flat-position welding), through 270 degrees (horizontal again), down to 360/0 degrees, with the weld again facing downward.
For Flat position, the weld face rotation can be anywhere from the plate rotated 150 degree from the flat plane and continue up to 120 degrees. And angle of inclination can vary 15 degrees, up or down from the horizontal plane.
For Horizontal position, the weld face rotation can be anywhere from the plate rotated 80 degrees from the flat plane and continue up to 150 degrees, and again from 210 degree to 280 degree. It can vary 15 degrees, up or down from the horizontal plane.
For Vertical position, the weld face rotation can be anywhere form 80 degree to 280 degree with angle of inclination between 15 degree to 80 degree. And between angle of inclination of 80 degree to 90 degree anywhere rotate the face between 0 to 360 degree, it will comes under vertical position only.
For Overhead position, the weld face rotation can be anywhere from the plate rotated 0 degrees from the flat plane and continue up to 80 degrees, and again from 280 degree to 360 degree. Angle of inclination in between 0 to 80 degree.
This explanation sometimes becomes difficult to understand to everyone so we have make easy explanation for each welding position with pictographic representation so everybody can understand easily.
Welding Position as per EN ISO 6947 and ASME Section IX
The welding position refers to the position of the welder or welding operator towards the work piece to be welded. With change of welding position, parameters of welding also to be changed to achieve required weld quality, because of gravity, the welding position affects the flow of molten weld pool.
Equivalent nomenclature of Welding Position as per EN ISO 6947 and ASME Section IX
Below is details of EN Welding positions and ASME Welding Positions
| As per EN ISO 6947 | As per ASME Section IX |
| PA | 1G/1F |
| PB | 2F |
| PC | 2G |
| PD | 4F |
| PE | 4G |
| PF | 3G Uphill |
| PG | 3G Downhill |
| PH | 5G Uphill |
| PJ | 5G Downhill |
| H-L045 | 6G Uphill |
| J-L045 | 6G Downhill |
Welding Positions- Plate
The four basic weld positions for plate are:
Flat Position (1G Welding Position or 1F Welding position)
Horizontal Position (2G Welding Position or 2F Welding Position)
Vertical Position (3G Welding Position or 3F Welding Position)
Overhead Position (4G Welding Position or 4F Welding Position)
* ”G” stands for Groove type joint
* ”F” stands for Fillet type joint.
Flat Position Welding Position PA / 1G:
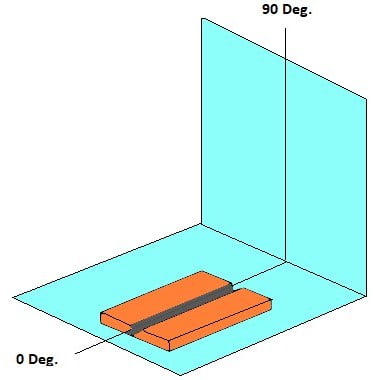
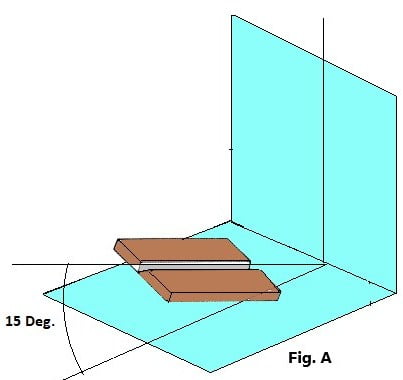
Plate in a horizontal plane with the weld metal deposited from above. Flat welding position is faster and easier as compared to other weld positions. The welder conducts welding from the top of the plate and welder position does not change. Welding in flat position can be a low or high heat input position because the welder has more flexibility about the travel speed. Refer fig. 1 & fig.2, it clearly shows that flat position having tolerance range of 0 ± 15 Deg. angle of inclination. But rotation of face is also important in order to determine the actual welding position, for flat position rotation of face is 180 deg. ± 20 deg.
Welding Position 1G
1G Welding Position
Horizontal Position 2G/PC:
Plate in a vertical plane with the axis of the weld horizontal. It required larger groove angle as compare to other welding position because molten pool flow fast towards down side of groove the wall. Horizontal position is relatively low heat input position because welding cannot weave as faster travel speed required in this position to prevent the weld pool to sag on down side groove wall.
Angle of Inclination: 0 ± 15 Deg.
Rotation of Face: 80 to 150 Deg. and 210 to 280 Deg.
Welding Position 2G-1
Welding Position 2G-2
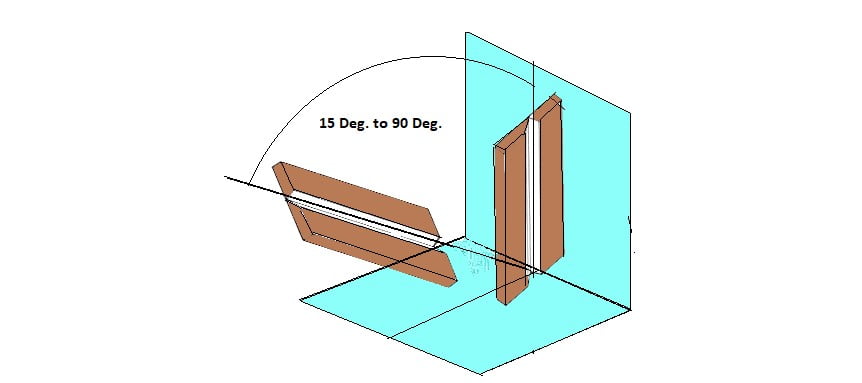
Vertical Position 3G/PF Welding position:
Plate in a vertical plane with the axis of the weld vertical. In this position force of gravity pushes the molten metal downward and so it has tendency to pile up and formed lumps. Having slower travel speed because there is need to weave to get a satisfactory bead profile and highest heat input as compared to other positions. The chances of distortion are more & higher diameter of electrodes is not recommended in this position because of lower travel speed and difficult to control of weld pool. There are two progressions in Vertical position, i.e. Uphill and Downhill. When welding uphill, you are “fighting” against gravity, so your speed is slow. When welding downhill, gravity pulls the weld pool down, so it results in great speed.
Angle of Inclination: 15 to 90 Deg.
Rotation of Face: 80 to 280 Deg. (For angle of inclination: 15 to 80 Deg.)
0 to 360 Deg. (For angle of inclination: 80 to 90 Deg.)
Vertical Position 3G
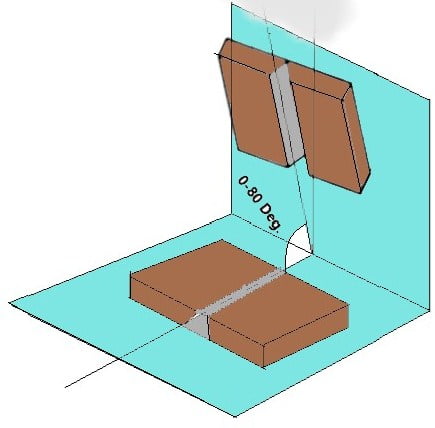
Overhead Position 4G/PE:
Plate in a horizontal plane with the weld metal deposited facing towards the ground. Normally, it is complex and hard position. Overhead position gives lower heat input because low current and higher travel speed required in this position to prevent the molten pool to flow down due to gravity.
It is important to keep a very short arc when welding overhead. This position is also a dangerous because the chances that the sparks fall on the welder. The first thing to do before an overhead weld is to make sure welder body and head are fully covered.
Angle of Inclination: 0 to 80 Deg.
Rotation of Face: 0 to 80 Deg. and 280 to 360 Deg.
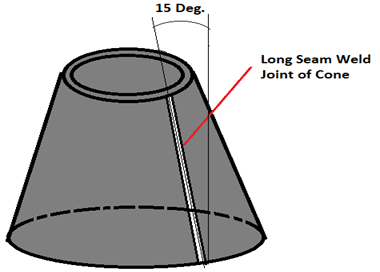
How to Identify position in cone welding
See below good example where we are missed out regarding actual welding position. Here we are taking a example of pressure vessel cone long seam welding.
- If welder is depositing a weld on long seam from outside of the cone, then it will comes under 3G (Vertical Position
- If welder is depositing a weld on from inside of the cone of then, it will comes under 4G (Overhead Position)
Pipe Welding Positions
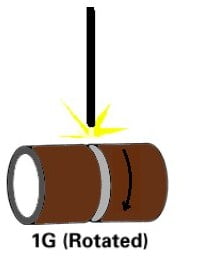
Flat Pipe Welding Position 1G/PA Welding Position:
Pipe with its axis horizontal and rolled during welding so that the weld metal is deposited from above.
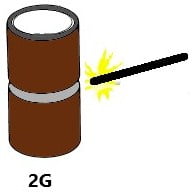
Horizontal Position 2G/PC:
Pipe with its axis vertical and the axis of the weld in a horizontal plane. Pipe shall not be rotated during welding.
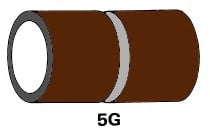
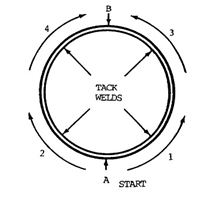
Multiple Position 5G/PH Welding Position:
Pipe with its axis horizontal and with the welding groove in a vertical plane.Welding shall be done without rotating the pipe.
Recommends steps to weld in 5G pipe welding position:
Step-1 Start from the bottom. At the 6 o’clock position weld up to the 3 o’clock position.
Step-2 Again start from the bottom and then weld up to the 9 o’clock position.
Step-3 Go back to the 3 o’clock position and weld up to the top (12 o’clock position).
Step-4 Go back to the 9 o’clock position and weld to the top ((12 o’clock position) and overlap your bead.
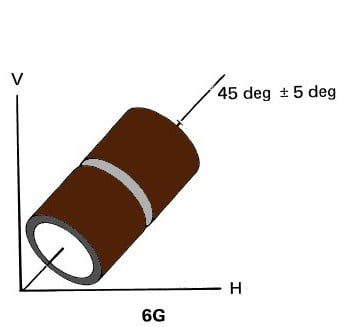
Multiple Position 6G Welding Position/H-L045 Welding Position:
Pipe with its axis inclined at 45 deg. to horizontal. Welding shall be done without rotating the pipe. This is very challenging position for a welder, who uses all his skills and a variety of body positions to accomplish the most difficult weld. Welder who pass the test in 6G welding position, he can able to weld all position.
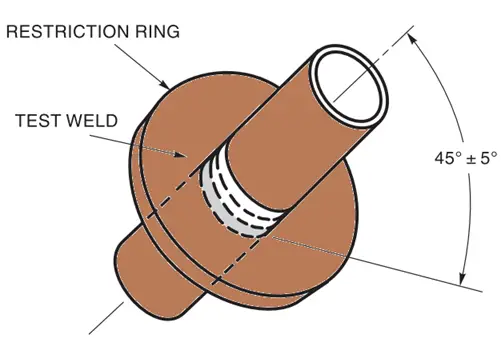
Multiple Position 6GR Welding Positions with Restriction Ring:
A 6GR test is a variant of the 6G test. The conditions are all the same as the 6G test, with one additional factor. The letter “R” in 6GR welding position stands for restricted and means the test weld is performed with a ring made from steel plate placed an inch under the weld site. This extra degree of difficulty tests the ability of a welder to make a joint where impediments, such as brackets, attach the pipe to another structure or wall. This position are mainly applied for T,Y,K connections (Refer AWS D1.1)
Fillet Welding Positions -Plate
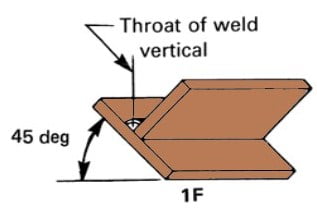
Flat Position 1F:
Plates so placed that the weld is deposited with its axis horizontal and its throat vertical.
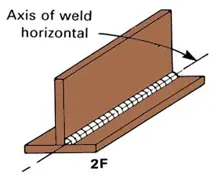
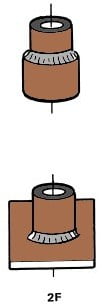
Horizontal Position 2F :
Plates so placed that the weld is deposited with its axis horizontal on the upper side of the horizontal surface and against the vertical surface.
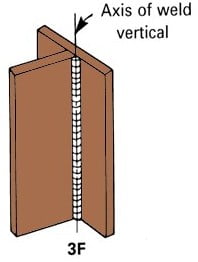
Vertical Position 3F:
Plates so placed that the weld is deposited with its axis vertical. A vertical weld is when the weld’s axis is vertical or over a 45° incline. This is regularly used in structural welding and takes more skill than horizontal welding because you’re fighting more against gravity.
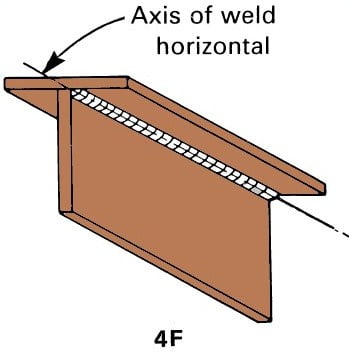
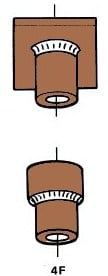
Overhead Position 4F:
Plates so placed that the weld is deposited with its axis horizontal on the underside of the horizontal surface and against the vertical surface.
Fillet Welding Positions -Pipe:
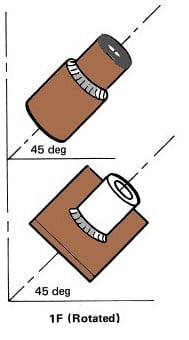
Flat Position 1F:
Pipe with its axis inclined at 45 deg to horizontal and rotated during welding so that the weld metal is deposited from above and at the point of deposition the axis of the weld is horizontal and the throat vertical.
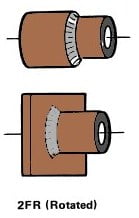
Horizontal Positions 2F and 2FR:
(I) Position 2F: Pipe with its axis vertical so that the weld is deposited on the upper side of the horizontal surface and against the vertical surface. The axis of the weld will be horizontal and the pipe is not to be rotated during welding.
(II) Position 2FR: Pipe with its axis horizontal and the axis of the deposited weld in the vertical plane and the pipe is rotated during welding.
Overhead Position 4F:
Pipe with its axis vertical so that the weld is deposited on the underside of the horizontal surface and against the vertical surface and the axis of the weld will be horizontal and the pipe is not to be rotated during welding.
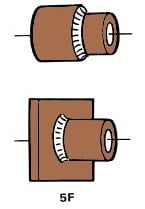
Multiple Position 5F Welding Position:
Pipe with its axis horizontal and the axis of the deposited weld in the vertical plane. So The pipe is not to be rotated during welding.
Application of Welding Positions:
1) 1G, 2G, 3G and 4G plate welding position are mainly applicable in the fabrication of tank, pressure vessel and reactor.
2) 1G, 2G, 5G and 6G pipe welding positions are applicable in the fabrication and installation of piping and pipelines for oil and gas industries, Chemical plants.
3) 6GR is applicable mainly in the fabrication and installation of offshore structure and other structure that have the TKY configuration.
Thanks for visiting if want to Visit our more articles from below links
Thickness Qualification Range for PQR and WPQ
P-Number, Group No, F-Number and A-Number in welding (ASME Section IX)